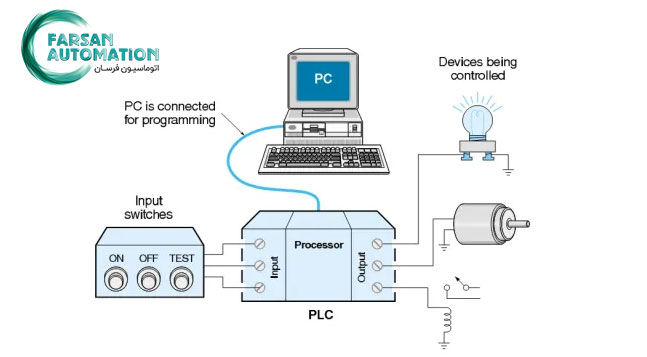
PLC ( مخفف عبارت Programmable Logic Control ) یک کنترل کننده منطقی قابل برنامه ریزی میباشد که مانند یک کامپیوتر کوچک جهت کنترل پروسه ها در تاسیسات صنعتی مورد استفاه قرار میگیرد. در ادامه مقاله توضیح خواهیم داد که plc چیست ؟
انواع تجهیزاتی که PLC ها می توانند کنترل کنند به اندازه خود تاسیسات صنعتی متنوع هستند. در کارخانه های سودمند، برنامه کنترل گروهی، پروسه های شیمیایی، سیستم های نوار نقاله، ماشین آلات فرآوری مواد غذایی، خطوط مونتاژ خودکار و …. به احتمال قوی یک PLC وجود دارد که آن را کنترل مینماید .

کنترل کننده منطقی قابل برنامه ریزی (PLC)
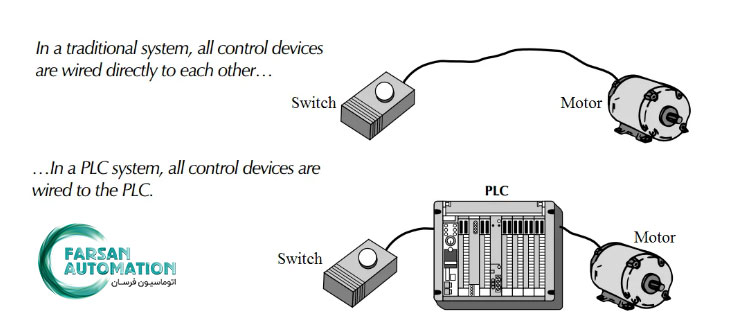
در یک سیستم صنعتی که به صورت سنتی و قدیمی تر کنترل میشود ، تمامی تجهیزات کنترلی با توجه به نحوه عملکرد سیستم ، به طور مستقیم به یکدیگرسیم بندی می شوند. اما در یک سیستم کنترلی جدید که با PLC طراحی شده است ، PLC سیم کشی بین دستگاه ها را جایگزین می کند.
بنابراین،تمامی تجهیزات به جای سیم کشی مستقیم به یکدیگر، به PLC متصل شده و برنامه کنترل داخل PLC، اتصال “سیم کشی” بین دستگاه ها را فراهم می کند.
برنامه کنترل، یک برنامه نرم افزاری و کامپیوتری است که در حافظه plc زیمنس ذخیره میگردد و هر آنچه که قرار است در سیستم اتفاقی بیفتد را به PLC میگوید . استفاده از PLC به منظور تامین اتصالات سیم کشی بین تجهیزات سیستم را Soft-wiring گویند.
مثال
فرض کنید یک کلید قرار است عملکرد یک موتور را کنترل کند.
در یک سیستم کنترل سنتی، کلید مستقیماً به موتور متصل می شود. با این حال، در یک سیستم PLC، هم کلید و هم موتور به PLC متصل می شوند.
در این حالت برنامه کنترل PLC مدار الکتریکی بین این دو را کامل می کند و به کلید اجازه می دهد موتور را کنترل کند.
مزیت soft-Wiring که توسط PLC محقق میگردد، بسیار فوق العاده می باشد.
در حقیقت میتوان گفت این یکی از مهم ترین ویژگی های PLC ها می باشد. soft-Wiring تغییرات در سیستم کنترل را آسان کرده و هزینه ها را کاهش می دهد.
چنانچه در یک سیستم با کنترل PLC بخواهید عملکرد دستگاه را تغییر دهید و یا المان های مختلف دیگر را کنترل کنید ، تنها کاری که نیاز میباشد تفییر برنامه کنترلی PLC خواهد بود .
در یک سیستم قدیمی که به صورت سنتی طراحی شده باشد ، ایجاد این نوع تغییرات مستلزم تغییر فیزیکی سیمکشی بین دستگاهها بوده ، که یک امر پرهزینه و زمانبر است.
مثال
فرض کنید دو کلید PB1 و PB2 به یک PLC متصل هستند. دو چراغ پیلوت PL1 و PL2 نیز به PLC متصل هستند.
نحوه اتصال این دستگاه ها طوری میباشد که با فشار دادن کلید PB1 چراغ پیلوت PL1 روشن شده و با فشار دادن کلید PB2 چراغ پیلوت PL2 را روشن گردد.
فرض کنید میخواهید این روند را تغییر دهید به طوری که PB1، PL2را کنترل کرده و PB2، PL1 را کنترل نماید.
در سیستم قدیمی که با سیم بندی مستقیم و بدون PLC اجرا شده است ، شما باید مدار را دوباره سیم بندی کرده به طوری که سیم کشی از اولین کلید به چراغ پیلوت دوم برود و بالعکس.
این درحالی است که در سیستم طراحی شده با PLC، از آنجایی که این دستگاه ها به یک PLC متصل هستند، انجام این تغییر به سادگی و با ایجاد یک تغییر کوچک در برنامه کنترلی قابل انجام خواهد بود .
مزایای PLC
علاوه بر انعطافپذیری برنامهنویسی که به آن اشاره کردیم، PLCها مزایای دیگری نسبت به سیستمهای کنترل سنتی دارند.
این مزایا عبارتند از:
- قابلیت اطمینان بالا
- فضای مورد نیازبسیار کم
- قابلیت های محاسباتی
- کاهش هزینه ها
- توانایی مقاومت در برابر محیط های سخت
- قابلیت گسترش
یک PLC اساساً از دو عنصر تشکیل شده است:
- واحد پردازش مرکزی (CPU)
- سیستم ورودی/خروجی
واحد پردازش مرکزی
واحد پردازش مرکزی (CPU) بخشی از یک کنترل کننده قابل برنامه ریزی است که اطلاعات را بازیابی، رمزگشایی، ذخیره و پردازش می کند.
این واحد، برنامه کنترلی ذخیره شده در حافظه PLC را اجرا می کند. در اصل، CPU “مغز” یک PLC می باشد .
عملکرد این واحد کنترل در پی ال سی تقریباً به همان روشی است که CPU یک رایانه معمولی انجام می دهد، با این تفاوت که از دستورالعمل ها و کدگذاری خاصی برای انجام وظایف خود استفاده می کند.
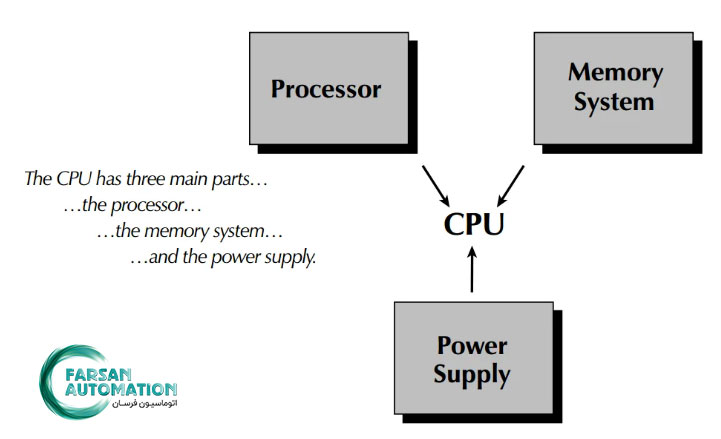
CPU دارای سه بخش است:
- پردازنده
- سیستم حافظه
- منبع تغذیه
پردازنده بخشی از CPU است که داده ها را کدگذاری، رمزگشایی و محاسبه می کند.
سیستم حافظه بخشی از CPU است که هم برنامه کنترل و هم داده های تجهیزات متصل به PLC را ذخیره می کند.
منبع تغذیه بخشی است که ولتاژ و جریان مورد نیاز پی ال سی را برای کار کردن فراهم می کند.
سیستم ورودی/خروجی
سیستم ورودی/خروجی (I/O) بخشی از یک PLC است که تمامی تجهیزات سطح فیلد به آن متصل هستند.
اگر CPU را به عنوان مغز یک PLC در نظر بگیرید، میتوان گفت سیستم I/O به عنوان دست ها و پاهای PLC خواهند بود .
سیستم I/O چیزی است که در واقع دستورات کنترلی از برنامه ذخیره شده در حافظه پی ال سی را به صورت فیزیکی انجام می دهد.
سیستم I/O از دو بخش اصلی تشکیل شده است:
- رک
- ماژول های ورودی/خروجی
رک یک محفظه شامل تعدادی اسلات (شکاف ) می باشد که این اسلات ها به CPU متصل می شوند .
ماژولهای ورودی/خروجی،قطعاتی هستند که دارای ترمینال هایی بوده و از طریق این ترمینال ها ، تجهیزات فیلد به آن ( ماژول های ورودی/خروجی) سیم بندی می شوند. به طور کلی رک و ماژول های I/O (به صورت یک مجموعه ) رابط بین تجهیزات سطح فیلد و PLC زیمنس میباشند.
هنگامی که تنظیمات به درستی انجام شود، هر ماژول ورودی/خروجی هم به طور ایمن به تجهیز سطح فیلد مربوط به خود متصل شده و هم به طور ایمن دریک اسلات مشخص در رک نصب شده است.
این امر باعث اتصال فیزیکی بین تجهیز سطح فیلد و PLC می شود. در برخی PLC های کوچک، رک و ماژول های ورودی/خروجی به صورت یک واحد در نظر گرفته شده است .
تمام دستگاه های فیلد که به پی ال سی متصل میشود ، را می توان در یکی از این دو دسته طبقه بندی کرد:
- ورودی ها
- خروجی ها
نمونه های معمولی ورودی ها کلیدهای فشاری (Push Button) ، سوئیچ ها و دستگاه های اندازه گیری هستند. اساساً، یک تجهیز ورودی به PLC می گوید: “به نظرم اینجا خبری شده … باید آن را بررسی کنید تا ببینید به چه صورت بر برنامه کنترل تأثیر می گذارد.”
خروجی ها تجهیزاتی هستند که برای انجام عملکردهای کنترلی خود منتظر سیگنال/داده از PLC هستند. چراغ ها، بوق ها، موتورها ، دریچه ها و شیرها همگی نمونه های خوبی از دستگاه های خروجی هستند. این دستگاهها منتظر هستند، تا زمانی که دستور را از طرف PLC دریافت کنند.
به عنوان مثال PLC به تجهیزی بگوید که هم اکنون روشن شود و یا به یک ولو بگوید که کمی بیشتر باز شود.
مثال
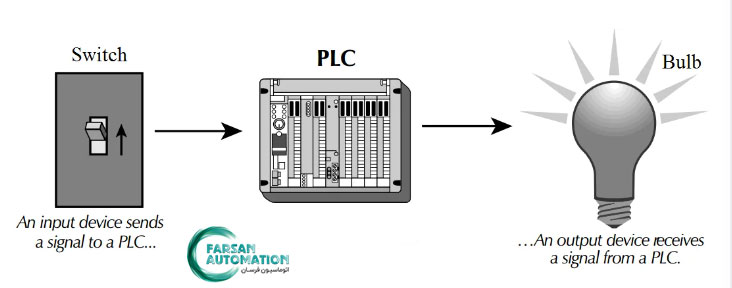
یک چراغ سقفی و سوئیچ دیواری مربوط به آن نمونههای خوبی از ورودیها و خروجیهای روزمره هستند.
سوئیچ دیواری یک ورودی است – سیگنالی را برای روشن شدن چراغ ارائه می دهد. چراغ بالای سر یک خروجی است – منتظر می ماند تا سوئیچ سیگنال روشن شدن را ارسال کند.
بیایید وانمود کنیم که یک مدار چراغ/سوئیچ دارید که حاوی یک PLC است.
در این شرایط سوئیچ و چراغ به جای سیم کشی به یکدیگر به پی ال سی متصل می شوند.
بنابراین، هنگامی که سوئیچ را روشن می کنید، سوئیچ سیگنال “روشن کن ” را به جای چراغ به PLC ارسال می کند. سپس PLC این سیگنال را به چراغ منتقل می کند و سپس روشن می شود.
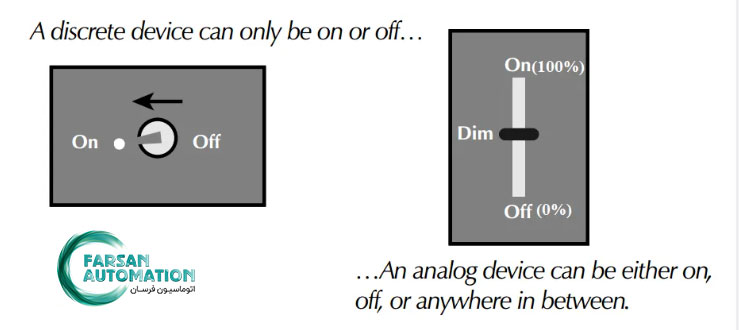
دو نوع دستگاه ورودی و خروجی در PLC وجود دارد:
- دیجیتال ( گسسته )
- آنالوگ ( پیوسته )
تجهیزات و المان های دیجیتال (گسسته) ورودی و خروجی هایی هستند که فقط دو حالت دارند: روشن و خاموش.
در نتیجه، سیگنالهای ساده را به/از یک PLC ارسال/دریافت میکنند. این سیگنال ها فقط شامل 1 و 0 میباشند. 1 به معنای روشن بودن دستگاه و 0 به معنای خاموش بودن دستگاه است.
تجهیزات آنالوگ ورودی و خروجی هایی هستند که می توانند بی نهایت حالت داشته باشند. این تجهیزات نه تنها می توانند روشن و خاموش باشند. بلکه حالت های دیگر را نیز پشتیبانی می کنند.
این دستگاهها سیگنالهای پیچیده را به/از یک پی ال سی ارسال/دریافت میکنند. ارتباطات آنها از سیگنال های مختلفی تشکیل شده است، نه فقط 1 و 0.
مثال
چراغ سقفی و سوئیچ که در مورد آن صحبت کردیم هر دو نمونه ای از دستگاه های دیجیتال هستند. سوئیچ فقط می تواند در هر زمان مشخص یا کاملاً روشن یا کاملاً خاموش باشد. همین امر در مورد چراغ نیز صادق است.
ترمومتر و شیر کنترل (Control Valve) نمونه هایی از نوع دیگر دستگاه های ورودی/خروجی – آنالوگ هستند.
ترمومتر یک دستگاه ورودی آنالوگ است زیرا داده هایی را ارائه می دهد که می تواند بی نهایت حالت داشته باشد. دما فقط گرم یا سرد نیست. می تواند حالت های مختلفی از جمله گرم، سرد، متوسط و غیره داشته باشد.
یک شیر کنترل (Control Valve) یک خروجی آنالوگ است. می تواند کاملاً روشن یا کاملاً خاموش باشد، اما همچنین می تواند بین این دو حالت تنظیمات بی نهایت داشته باشد.
از آنجایی که دستگاه های ورودی و خروجی مختلف انواع مختلفی از سیگنال ها را ارسال می کنند، گاهی اوقات برای برقراری ارتباط با PLC مشکل دارند. در حالی که PLC ها دستگاه های قدرتمندی هستند، اما همیشه نمی توانند به “زبان” هر دستگاه متصل به آنها صحبت کنند.
اینجاست که ماژولهای ورودی/خروجی که قبلاً در مورد آنها صحبت کردیم وارد میشوند. ماژولها به عنوان «مترجم» بین تجهیزات سطح فیلد و PLC عمل میکنند. آنها اطمینان حاصل می کنند که PLC و دستگاه های سطح فیلد همه اطلاعات مورد نیاز خود را به زبانی دریافت می کنند که قابل درک باشد.
برنامه کنترل
ما کمی قبل در مورد برنامه کنترل صحبت کردیم. برنامه کنترل یک برنامه نرم افزاری در حافظه PLC است. این چیزی است که کنترل را در یک کنترلر قابل برنامه ریزی قرار می دهد.
کاربر یا طراح سیستم معمولاً کسی است که برنامه کنترل را نوشته و توسعه می دهد. برنامه کنترلاز چیزهایی به نام دستورات (دستورالعمل ها) تشکیل شده است. این دستورات در اصل، کدهای کوچک کامپیوتری هستند که ورودی ها و خروجی ها را وادار می کنند آنچه را که می خواهید انجام دهند تا به نتیجه ای که نیاز دارید برسید.
انواع مختلفی از دستورالعمل ها وجود دارد و آنها می توانند کاری کنند که یک پی ال سی تقریباً هر کاری انجام دهد (افزودن و تفریق داده ها، زمان و شمارش رویدادها، مقایسه اطلاعات و غیره).
تمام کاری که باید انجام دهید این است که دستورالعمل ها را به ترتیب مناسب برنامه ریزی کنید و مطمئن شوید که آنها به دستگاه های مناسب دستور می دهند که چه کاری انجام دهند و تمام !… شما یک سیستم کنترلی با PLC دارید.
و به یاد داشته باشید، تغییر سیستم یک ضربه خطرناک است. اگر می خواهید سیستم به گونه ای متفاوت عمل کند، فقط دستورالعمل های موجود در برنامه کنترل را تغییر دهید.
PLC ها انواع مختلفی از دستورالعمل ها را ارائه می دهند. و این همان بخشی است که هر نوع PLC را منحصر به فرد می کند. با این حال، همه PLC ها از دو نوع دستورالعمل اصلی استفاده می کنند:
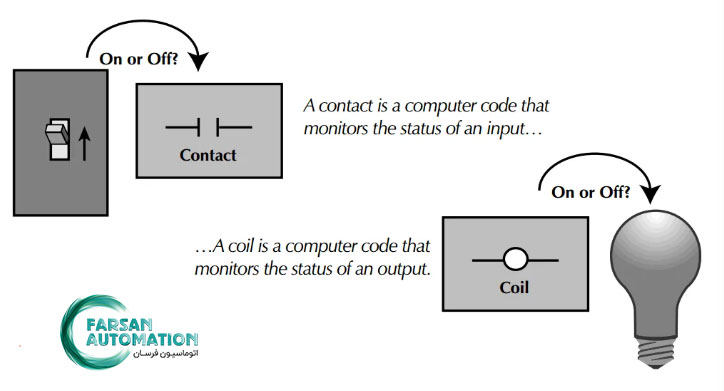
- Contact ها
- Coil ها
Contact ها دستورالعمل هایی هستند که به شرایط ورودی برنامه کنترل اشاره می کنند، یعنی به اطلاعات ارائه شده توسط دستگاه های فیلد ورودی. هر Contact در برنامه کنترل ،یک تجهیز فیلد خاصی را مانیتور میکند .
Contact منتظر می ماند تا ورودی کار خاصی را انجام دهد (به عنوان مثال، روشن، خاموش کردن، و غیره – همه اینها به نوع Contact بستگی دارد).
سپس، Contact به برنامه کنترل PLC می گوید: «دستگاه ورودی فقط کاری را که قرار بوده انجام دهد انجام داده. بهتر است بررسی کنید که آیا قرار است روی هر یک از دستگاه های خروجی تأثیر بگذارد یا خیر.»
Coil ها دستورالعملهایی هستند که به خروجیهای برنامه کنترل اشاره میکنند، یعنی به آنچه که هر دستگاه خروجی خاص قرار است در سیستم انجام دهد.
مانند یک Contact، هر Coil یک دستگاه فیلدخاصی را نیز نظارت می کند. با این حال، بر خلاف یک Contact که دستگاه فیلد را نظارت می کند و سپس به PLC می گوید چه کاری انجام دهد، یک Coil برنامه کنترل PLC را نظارت می کند و سپس به دستگاه فیلد می گوید که چه کاری انجام دهد.
به دستگاه خروجی می گوید: «سلام، PLC به من گفت که سوئیچ روشن شده. این یعنی این که شما باید الان روشن بشی. پس بزن بریم!”
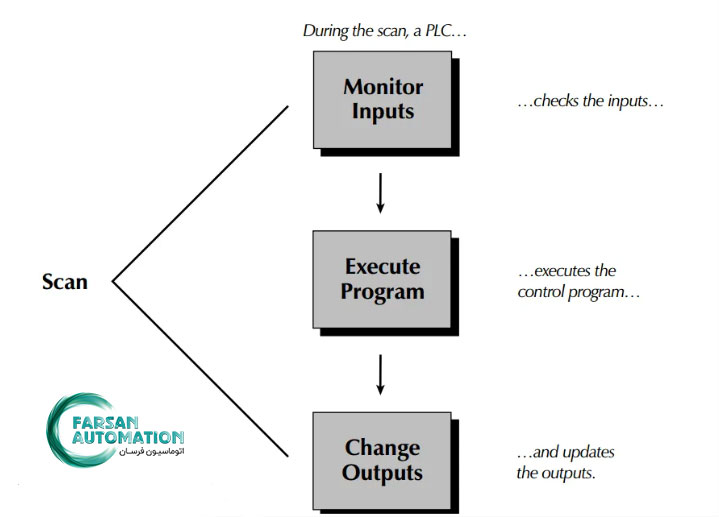
در گفتگوی PLC، به این فرآیند سه مرحلهای نظارت بر ورودیها، اجرای برنامه کنترل PLC و تغییر وضعیت خروجیها، اسکن میگویند.
حافظه PLC
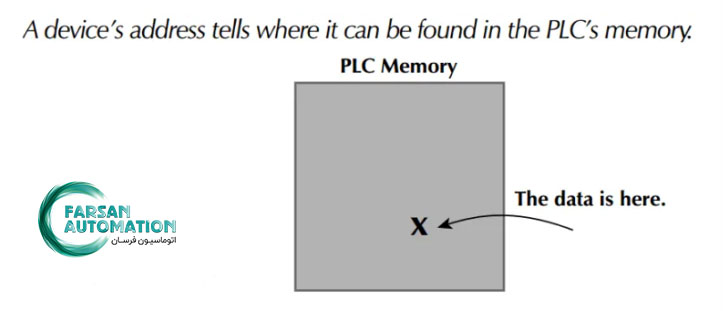
سیستم حافظه PLC بسیار پیچیده است و به آن اجازه می دهد اطلاعات، نه تنها در مورد برنامه کنترل بلکه در مورد وضعیت همه ورودی ها و خروجی ها را نیز ذخیره کند. برای پیگیری همه این اطلاعات، از سیستمی به نام آدرس دهی استفاده می کند.
آدرس یک برچسب یا عددی است که نشان می دهد یک بخش خاص از اطلاعات در کجای حافظه PLC قرار دارد. درست همانطور که آدرس منزل شما محل زندگی شما را در شهرتان مشخص می کند، آدرس یک دستگاه یا بخشی از داده نیز نشان می دهد که اطلاعات مربوط به آن در کجای حافظه PLC قرار دارد.
به این ترتیب، اگر یک PLC بخواهد اطلاعات مربوط به یک دستگاه فیلد را بیابد، میداند که در آدرس مربوطه خود به آن نگاه کند. برخی از آدرس ها حاوی اطلاعاتی درباره وضعیت دستگاه های فیلد خاص هستند. آدرس های دیگر ، داده هایی را ذخیره می کنند که نتیجه محاسبات برنامه کنترلی است.
برخی دیگر حاوی داده های مرجع وارد شده توسط برنامه نویس سیستم هستند. با این وجود، مهم نیست که چه نوع داده ای باشد، یک PLC از طرح آدرس دهی خود برای پیگیری همه آن ها استفاده می کند. به این ترتیب، زمانی که به آن نیاز داشته باشد، داده های مناسب را در اختیار خواهد داشت.
PLC ها در ابتدامیتوانند کمی دلهره آور به نظر بیایند اما نیازی به وحشت کردن نیست .فقط به یاد داشته باشید پی ال سی ها از قوانین پایه ای و اساسی عملیاتی که در مورد آن صحبت کردیم پیروی می کنند.
همه ی PLC ها دارای یک CPU و یک سیستم ورودی/خروجی هستند. همچنین همه آنها از یک برنامه کنترلی، دستورالعمل ها و آدرس دهی استفاده می کنند تا تجهیزات موجود در سیستم کنترل را کاری که قرار است انجام دهد، انجام دهد.
و مهم نیست که چند ورودی و خروجی به آن اضافه کنید، هر پی ال سی زیمنس سه کار مشابه را انجام می دهد:
(1) دستگاه های ورودی خود را بررسی می کند
(2) برنامه کنترل خود را اجرا می کند
(3) دستگاه های خروجی خود را بر اساس آن به روز می کند.
سخن پایانی
چه برای خرید plc زیمنس باشد چه برای مشاوره در هنگام خرید، شرکت فرسان نمایندگی زیمنس اینجاست تا به شما کمک کند. کارشناسان ما با کمال میل شما را در انتخاب بهترین plc های موجود در بازار، ثبت سفارش خاص یا هر چیز دیگری که نیاز دارید، یاری خواهند کرد. با تماس با ما با شماره های 02136348203 – 0213661360 یا واتساپ 09127306696 به صورت آنلاین با ما در ارتباط باشید.
4 دیدگاه در “PLC چیست ؟”